
文|山西迎才物流设备科技有限公司 武志杰
摘?要:作为一种新型物流仓储搬运设备,智能空中机械手在覆盖范围、空间利用率、精准调度等方面具有优势。本文结合山西迎才物流设备科技有限公司设计并实施的智能空中机械手系统,主要介绍了在某铝材厂挤压车间中的实际应用情况,对其如何实现自动搬运及仓储调度,以及具有的技术创新点和竞争优势等进行了分析。
关键词:智能空中机械手、铝材生产车间、自动化物流、智能化
智能空中机械手是一种新型的物流仓储搬运设备,通常布置于生产线或仓库上部区域,通过其自身配备的横向驱动系统、纵向驱动系统及升降抓取装置,实现覆盖X、Y、Z轴的全空间搬运调度。在生产车间应用方面,通过特定的规划布置,可以在不影响地面互通性的情况下,完成不同生产线间的无人化调度。在仓库应用方面,结合专业的仓储管理调度系统,可以在不配置货架的情况下,实现类似于常规立体仓库的无人化存储及出入库自动调度。
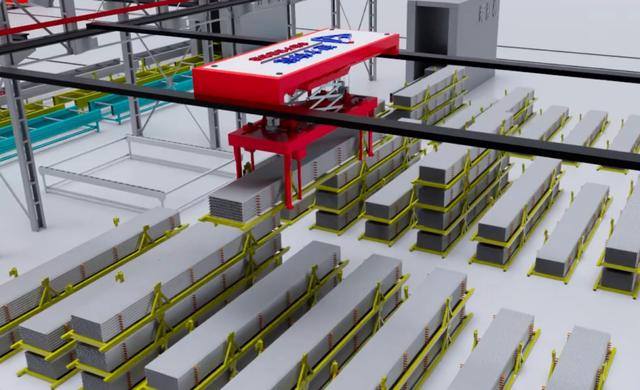

图1:智能空中机械手系统在铝材生产车间的应用
因此,在新型自动化物流仓储系统中,智能空中机械手系统借助其强大的覆盖度、巧妙的空间利用率及高精度的智能化调度,可以实现高效、经济和灵活的无人化生产和仓储。
一、智能空中机械手的总体结构和特点
智能空中机械手在硬件体系上是一种类行车结构,因此在某些项目中也被称为智能行车。根据真实的覆盖需求和作业要求,该类设备主要可分为三维结构机型和二维结构机型。三维结构机型要在车间内实现前后、左右、上下三个维度的动作,其结构跟常规双梁行车类似,要配置可前后移动的双梁大车车体及其运行机构。在该车体上再布置一小车车体及其运行机构来实现左右移动。在小车车体上布置有起升机构,负责升降吊取或抓取货物。而二维结构机型是在某些作业环境下,只需要实现前后(或左右)、上下两个维度的动作,其结构将更为紧凑,不需配置大车车体及其运行机构,由小车车体直接运行在相应的轨道上,其余结构不变。

图2:某板材家具厂应用智能空中机械手 实现板材自动调度、组合
在结构上,智能空中机械手与常规行车最明显的区别,在于其起升机构下端附着的专用吊具或抓具,可根据实际抓取的货物进行匹配设计,配合相应的检测系统,实现无人参与情况下自动平稳地取放货。同时,不同于人工参与的吊取作业,该设备对于升降过程中的平稳性、准确性,以及调运货物过程中的安全性都有极高要求,要配备相应的限位及锁止装置来保障整个作业稳定运作。如升降机构需采用刚性嵌套伸缩结构或柔性驱动加剪刀臂限位结构,来实现吊具平稳、垂直的升降动作,确保抓取动作准确无偏差。
此外,在软硬件体系中,还将根据具体项目的实际情况,在三个动作维度配备激光测距或条码扫描装置,实现精准定位。关键机构的减速电机选用变频控制系统,实现无极调速及平稳启停。自动抓取吊具上配备货物探测开关、载货开关、是否成功抓取检测开关、货物条码扫描装置等辅助检测装置,一系列的保护性、检测性硬件及配套软件系统确保设备可无人化自动运作。

图3:某铝材厂应用智能空中机械手 实现产品自动出入库
二、某铝材厂挤压车间智能空中机械手系统自动搬运及仓储调度的实现
图4是某铝材厂一个挤压车间从装框至时效前后的平面布局图,主要由挤压装框区、时效作业区、地面暂存库区、后续工序对接区构成。智能空中机械手主要用于实现挤压装框区空框供应与满框收集,满框送时效炉前并叠放为4框1垛待入炉(见图5),时效后拆分为单框运走或送至地面指定位置暂存并进行数据管理,暂存区满框或时效后满框送至后续工序对接码头等全部环节的物流搬运,整个系统稳定可靠、灵活机动,并在满足当前工艺与产能需求的同时,留有极佳的升级拓展空间。
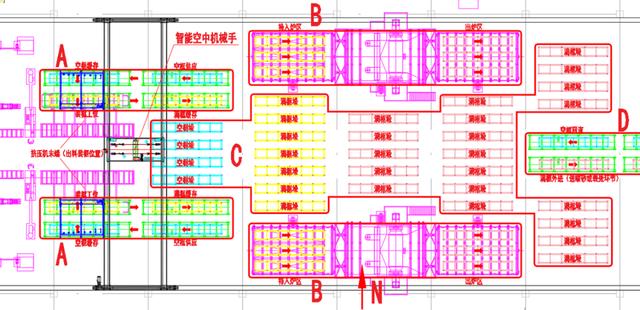
图4:挤压车间后段自动化物流及暂存库平面布局图
截至2022年8月,该车间区域借助智能空中机械手系统已初步实现了生产调度自动化运转、信息自动采集收录、区域内各工序间搬运无人化,成为一个可以系统化对接前后工序的智能车间。
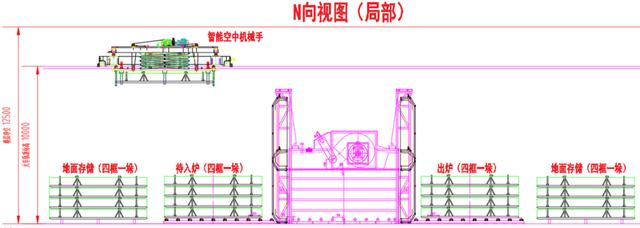
图5:挤压车间后段自动化物流及暂存库立面示意图
车间范围内,各工序具体调度方式与流程如下:
1.空料框供应
生产过程中,当挤压机装框区域向上级系统反馈缓存工位需要补充空料框时,智能空中机械手管理调度系统将命令下发给智能空中机械手,令其从待命位置运行至区域内暂存的空料框或后端空料框码头上部,自动吊取空料框至指定空框缓存码头。
2.满托盘搬运
挤压机装框区域装框完成,输送至满框缓存码头时,向上级系统反馈请求搬运信号,智能空中机械手管理调度系统将调度空中机械手自动吊取该满框料,随后根据系统中对其后续工序的安排,搬运至时效炉待入炉区或地面暂存区指定位置。
3.时效炉出入拆、叠垛及搬运
对于生产管理系统指定要入炉时效的满框料,智能空中机械手会精准吊取并将其送往待入炉区,并自动完成叠垛(4框1垛),该作业循环进行,直到该次入炉物料全部在待入炉区叠好(本项目通常为3垛共12框),整体输入炉中,开启时效作业。时效结束出炉后,智能空中机械手根据管理系统反馈的每框料的后续工序走向,依次自动拆垛后送至后工序码头或者地面暂存位。
4.地面暂存库管理及搬运
对于挤压后或时效后因工艺或排产等原因,暂不进入后续工序,需要暂存一段实际的满框料,可以由智能空中机械手系统将其在该区域的地面空闲区有序叠垛存放。借助强大的管理调度系统,并与成熟的立体仓储管理系统有机结合后,可以在该区域形成一个可灵活调整布置货位的自动化立体仓库,其管理、调度都如常规立体仓库一样,全自动完成。同时,因其不受固定货架的限制,可以在客户需要的情况下,自由调度划分,将其中的部分区域划拨出作为理料或整形等其他功能区,灵活性极强,是常规立体仓库不可比的。在该项目中,按目前空闲区域全部作为暂存库来使用的话,如堆叠4层,可实现约120框的空、满框储量。
三、智能空中机械手系统在项目应用中的技术创新点和竞争优势
1.利用空间交错实现的强大兼容性
常规的物流输送系统主要通过地面输送机、穿梭车的合理布置与组合来实现各工序的对接,对于一些现场空间紧张、生产设备满布的车间,通常很难有理想的空间用于输送设备布置,或者在一些无法避免人工参与作业的环境下,输送设备布置后将地面分割为多个小区块,导致很多位置地面工作人员、叉车等无法到达,为日常工作和后续维保带来很大麻烦。
而智能空中机械手主体结构运行在车间生产设备上部,可根据实际情况布置于厂房预留的行车轨道上或独立搭设的支撑框架上。在不占用地面空间、不打断地面人车通道的情况下,通过升降机构与专用机械抓手,在工作覆盖范围内自动调运货物至各个点位。
2.独特的取放货模式衍生的多功能性
常规的物流输送设备,功能相对单一,要完成全流程的生产对接,通常经过多个环节、通过匹配多台不同功能的设备来完成。以前述铝材厂挤压车间为例,如果采用常规自动化物流输送模式,需要在时效炉前后各配备一台双工位穿梭车,同时要在入炉前配置专用的叠框设备,出炉后配置专用的拆框设备,在这个过程中,专用设备与穿梭车要多次对接,重复的上下车动作势必造成作业能力的损失。
而选用智能空中机械手系统后,仅需布置一台智能空中机械手,可以不受生产设备布置的干扰,自由在整个区域内调度搬运,完成常规方案中因时效炉前后无法互通而必须两台穿梭车配合才能完成的搬运任务。更重要的一点是,因其取放货为自动从上部抓取,在面对铝材时效这种需要先叠后拆的作业需求时,无需借助其他设备,空中机械手自身即可精准、安全地完成炉前叠垛和炉后拆垛作业,从而大大节约设备成本和地面空间。
3.新思路拓展衍生出的新模式自动化仓库
在常规的铝材厂挤压车间,有部分半成品物料在去往后续工序之前通常因为排产或工艺要求需要暂存一段时间。行业内面对这样的需求时,一般有以下两种模式:
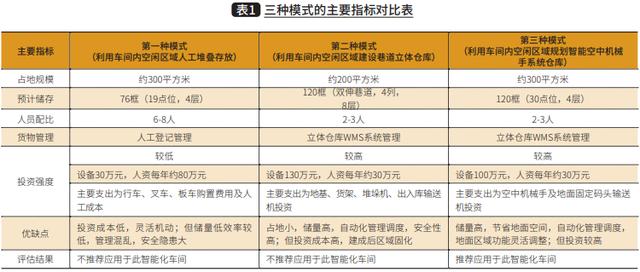
第一种模式是借助行车或叉车将这部分物料叠放于车间内空闲的区域,这样虽可达到暂存目的,但带来三个问题:一是人工堆叠存放无法有效管理物料,经常在需要特定物料料框时,要耗费大量人力和时间来寻找;二是人工堆叠的料框,在需要取走顶层或底层物料料框时,需要人工攀爬挂钩,在这个过程中具有很大的安全隐患;三是人工堆叠存放要留有足够的通道,以方便叉车、板车等回转进出,以及物料出入交互,会浪费较大的厂房空间。
第二种模式是在厂房中规划巷道式半成品立体仓库,专门用于半成品物料的存放。这种模式相较第一种模式有了很大进步,可以获得理想的储量,同时因为自动化系统的介入,不存在物料难以寻找的问题,也可以通过特定的输送设备与前后产线进行拓展对接。此种模式存在的问题是:一是对场地要求比较高,很多客户在生产线附近无法找出一块适合建设立库的场地,需要另择专门的车间来规划建设,如果建设位置较远,又将带来高额的搬运成本;二是常规立体仓库是一套完整的系统工程,从地面承载、厂房高度、配套的货架结构到及相应的堆垛机及出入库穿梭车、输送机等,都需要较大投资。很多客户在对比人工地面存储与立体仓库的综合成本及投资回报后,很难下定决心选用该种模式。
面对以上诸多痛点,全新开发的智能空中机械手系统,将成为一种极具竞争力的新模式。从控制角度来说,智能空中机械手系统融合了RGV调度系统和立体仓库管理系统的精华。空中机械手在生产设备上部运转,如同一个全覆盖的穿梭车,可以从整个区域内任意点位取放料框。
同时在地面空闲区域,由系统规划出虚拟的货位,可精确将料框放到指定点位,并借助其可自动叠、拆垛的功能,将料框叠放到一定层数,来实现储量的放大。此外,由于配备了脱胎于立体仓库管理系统的仓储管理系统,所有料框的信息和位置都准确的保存在系统中,后续需要取用某一框料时,系统可以迅速准确的标定出此料框,并由空中机械手自动完成拆垛、倒料等动作,并最终将其调运至指定位置。在投资规模上,此种模式在整个作业过程中,需要的设备数量少,无需额外的土建及货架投资,是一种性价比极佳的物流仓储模式。
表1是针对前述挤压车间项目,选用上述三种模式搭建暂存库的主要指标对比,可见综合评估下,智能空中机械手系统仓库更适用于该项目。
选用智能空中机械手系统后,在特定区域需要配备空中机械手的台数,每台空中机械手的主要配置参数等等,都与客户的真实需求密不可分,应依托于专业的设备作业能力计算。
图6为对前述挤压车间智能空中机械手系统进行的效率计算。此计算模型基于FEM9.851中对巷道立体仓库堆垛机效率的计算模式,结合智能空中机械手在常规搬运和自动化仓储作业中的搬运和调度特点深化衍变而来。需要注意的是,实际搬运调度作业中,尤其是作为空中机械手自动化仓库使用时,不同项目因存放品类和批次不同,需要倒料的次数不同,则对应的计算模型需进行相应修正和补充,此处不再赘述。(图6所示计算模型中,预设每垛平均倒料次数为一次。)

图6:智能空中机械手效率计算
4.加持先进控制管理系统的智能化设备体系
智能空中机械手系统最核心的亮点不在于硬件,而在于其先进的智能化、自动化和信息化水平。作为整个智能物流仓储系统的大脑和中枢,WMS系统是决定项目能否成功的关键。自动化物流仓储规划建设企业,在该类设备体系的开发上具有绝对优势。
在前述铝材厂挤压车间物流项目中,我们采用的管理控制系统是依托众多全厂智能化物流设备调度系统以及自动化立体仓库WMS系统的成功实施经验,融合开发而成的WT-WMS-空中机械手仓储管理控制系统V2.0,该系统包括iWMS系统、RF采集系统、监控系统、作业调度系统、点阵屏控制系统、接口系统等,见图7。
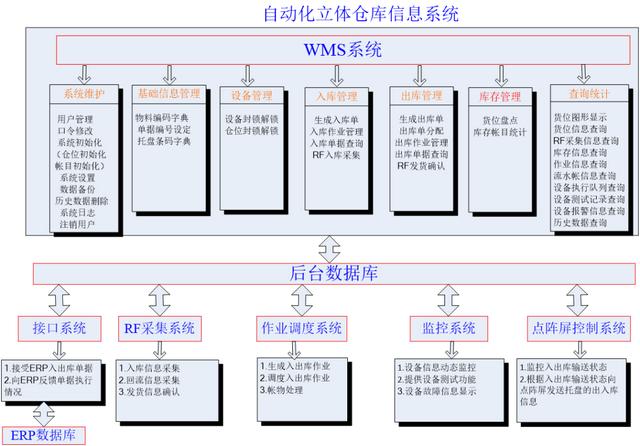
图7:智能空中机械手仓储管理控制系统
该系统充分吸收了立体仓库管理调度系统的优点,使智能空中机械手具备如巷道堆垛机一般的稳定可靠性和各运行维度精准性。在仓储信息管理与交互方面,也与成熟的立体仓库一样,可以根据需求与企业的ERP、MES系统无缝对接,做到仓库作业条码化、作业过程透明化、库存管理精准化、数据采集自动化和仓库信息集成化,为企业打造一个扎实、可靠、全面、可行的协同管理平台。
四、总结
通过前述铝材厂挤压车间自动化物流仓储项目中,对智能空中机械手的实际应用和探索。可以发现,在某些特定应用场景下,智能空中机械手可作为常规自动化物流仓储系统的有效补充和替代方案,其灵活的自动化搬运能力和自动化仓储搭建能力,都将成为其获得市场认可和选择的核心因素。该设备及其配套系统将有望成为继自动化立体仓库、地面自动化物流输送系统后,又一具有巨大市场需求和潜力的产品体系,未来必将在自动化物流仓储行业得到广泛应用与推广。
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.gongwencankao.com/8506.html
相关推荐
-
2023年度第二批主题教育专题民主生活会领导班子对照检查材料 (2)
2023年度第二批主题教育专题民主生活会领导班子对照检查材料 按照关于召集2023年度重点民主生活会议的组织部署,我班子不断深化***新时代中国特色社会主义思想的理论武装和精…
-
虚假工程审计技巧
虚假工程审计技巧 众所周知工程建筑利润丰厚,“水很深”。一个工程建设项目从立项审批、规划管理、招标投标到建设施工、质量管理、物资采购、资金使用,直至最后竣工验收,每一个环节都…
-
在教职工代表大会工作报告(高校)
在教职工代表大会工作报告(高校) 工作回顾:各项事业取得长足进步为办好“新时代西军电”打下更为坚实基础 2021年是建党100周年、建校90周年,也是“十四五”开局之…
-
政治环境,政治氛围状况?
为了提高消防救援人员的思想道德水平和战斗精神,伊犁森林消防支队那拉提驻防分队近日将特色营区文化融入指战员的“第二课堂”。通过张贴文化标语、文化墙、文化展板等方式,营造主题氛围,加强…
-
在机关党支部集体学习研讨会上讲话
在机关党支部集体学习研讨会上讲话 同志们: 旗帜鲜明讲政治是我们党作为马克思主义政党的根本要求,是各级党组织和党员干部第一准则,是推进党和人民各项事业发展的根本保证。广大党…
-
关于全市粮食安全情况汇报
关于全市粮食安全情况汇报 近年来,我市各级政府和有关部门始终高度重视粮食安全工作,全面落实国家粮食安全战略,推进了粮食安全责任制工作的顺利开展。我市连续*年进入全省先进行列,…
-
如何增强基层党组织政治功能和组织功能座谈发言材料
如何增强基层党组织政治功能和组织功能座谈发言材料 ***总书记在党的二十大报告中指出,“坚持大抓基层的鲜明导向”“把基层党组织建设成为有效实现党的领导的坚强战斗堡垒”。基层党组织…
-
安全生产心得体会
安全生产心得体会 常言道“安全责任重于泰山”,由此可见安全生产的意义不言而喻。通过再一次学习,我对《***总书记关于安全生产重要论述和重要指示批示精神》、《中华人民共和国安全…
-
关于扎实开展主题教育推动高质量发展的报告
关于扎实开展主题教育推动高质量发展的报告 各位领导、同志们: 根据会议安排,我向大会作关于扎实开展主题教育,推动公司高质量发展的报告。 一、高标站位、精心谋划,推…
-
关于基层党风廉政建设的调研报告
关于基层党风廉政建设的调研报告 党中央对加强党风廉政建设提出新要求、新目标,全面从严治党已然成为党风廉政建设工作的新常态。然而,根据长期以来农村工作的调查研究情况,我们目前农村…